Guest article
Industry insights from NIZO: The latest innovation maintaining protein functionality
In the previous column, we looked at the range of alternative protein options available and how to choose the right one for your new product. Having chosen the right protein source (or sources), the challenge turns to ensuring you can maintain the desired functionality of that protein during processing and deliver the associated benefits to your customers.
To delve into this subject, I spoke to Peter de Jong, NIZO’s Principal Scientist in food processing. In addition to his role at NIZO, Peter is professor of dairy process technology at Van Hall Larenstein University of Applied Sciences and director of New Technology Development for Food at the Institute for Sustainable Process Technology.
Maintaining protein functionality in processing
René Floris: Why is protein functionality a key issue for process development?
Peter de Jong: The food industry is increasingly aware of the value of protein in food products. That goes a lot further than just the amount of protein, but also the functionality it brings. For example, as Fred van de Velde explained last month, protein functionality can influence the taste and texture of a food product, affecting how attractive the product is to consumers. It can also impact production efficiency. For example, processing can cause certain proteins to coagulate, leading to fouling and regular production shutdowns for cleaning. And of course, there is the nutritional impact of proteins, not just in terms of macronutrient properties but also more subtle effects such as binding vitamins and, particularly topical right now, their impact on immune response and anti-viral activity.
The interest in these effects is growing rapidly as the protein transition opens up new / alternative protein sources, many of which offer much greater protein functionality that meat does. For example, there is a lot of interest right now in raw milk because it seems effect our immune systems and possibly reduce allergies.
RF: What is the impact of processing on protein functionality?
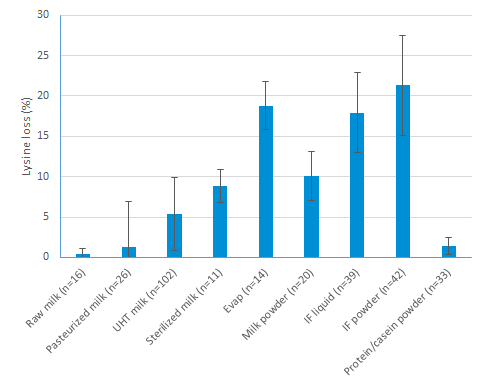
PJ: The goal of processing is to deliver a food product that is tasty, nutritious and safe. Traditionally, the food industry has taken the cautious approach – using heat treatments like pasteurisation and UHT that ensure all pathogens are killed or deactivated. However, temperatures above 80 C reduce or even destroy the functionality of many proteins. A good illustration is the Maillard reaction, where heat causes sugar molecules to bind with amino acids. You might want this when searing a steak or baking a biscuit, but when you are processing milk it reduces the bioavailability of vital amino acids like lysine which in turn can reduce benefits raw milk has for the immune system (Figure 1). Consequently, there is a big drive towards milder processing that still delivers maximum food safety while leaving more of the protein functionality intact.
RF: So, can we just turn down the heat?
PJ: Unfortunately, it isn’t as simple as that. We at NIZO have analysed a lot of production processes and have found a great deal of variation in the protein functionality impact of seemingly similar process. Looking at the Maillard reaction I mentioned earlier, even processes as familiar as pasteurisation or UHT can vary in the amount of amino acid lost by a factor of two.
This shows two things. First, that there is plenty of room to optimize current processes. Second, food manufacturing processes are very complex, with multiple possible reactions between ingredients, each of which interacts differently with the process conditions. And that makes optimizing a process extremely challenging.
RF: How do you start to optimize such a complex process?
PJ: One way is through data analytics: collecting as much data as you can from your factory and analysing it for any correlations. But this is a bit of a black box approach. It can help you identify which conditions or temperatures are linked to specific outcomes, but it doesn’t give you any insight into why or how to fix the issue. So, it isn’t really any help if you are trying to design a new process.
A better approach is through computer modelling of your factory set up. This does require deep understanding of the chemical reactions that can occur during food processing, but once you have built your model – or had it built for you – you can thoroughly explore the impact of variations in process conditions, either by manually tweaking process parameters in the model or by running simulations.
The results can be incredible. We have seen cases where manufacturers have been able to optimize process performance and improve bioavailability of nutrients by up to 30% without affecting the products physical properties or microbial quality specifications.
RF: What other new technologies could help manufacturers retain protein functionality?
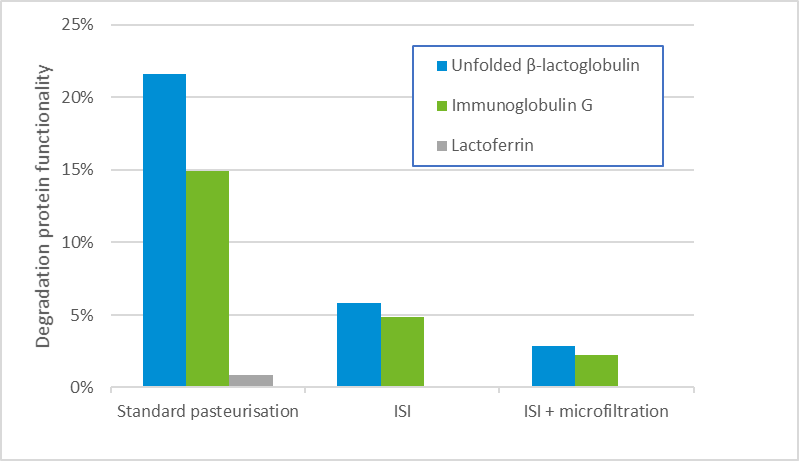
PJ: The industry is always innovating, finding new ways to make products better. One technology that I am excited by at the moment is called Innovative Steam Injection or ISI. This involves a very short blast of very high temperature – around 160 C for up to 1 second. This is enough to inactivate microorganisms in the food but, crucially, does not denature the proteins. Prototype ISI processes have been able to deliver 'pasteurised' milk with shelf lives up to 60 days and just one-third the degradation of proteins such as β-lactoglobulin, immunoglobulin and lactoferrin (Figure 2). And even expert tasters couldn’t taste the difference.
And it is not just for dairy. ISI can be used with any pumpable fluid product. This could be very important for the protein transition as the microorganism contaminants in plant-based proteins are much more diverse and less well known. Currently, the plant-based food industry relies on extreme heat treatments which certainly kill off all pathogens but also destroy the desired functionality. As I said before, understanding how your protein interacts with your process allows you to find approaches that eliminate what needs to be eliminated (microorganisms, fouling, etc) but keeps what you want to keep in terms of nutrition, digestibility and flavour. The plant-based sector is starting to figure out what this means, but I think they could still learn a lot from the dairy sector.
Next month we will continue looking at the protein transition, this time focusing on protein digestion and the role that plays in gut health and health in general.
























